
Главная
страница
Сведения об
авторах
Утилизация никеля и меди из растворов ванн улавливания гальванических линий никелирования стальных деталей
Трубникова Л. В., Байрачный Б. И., Майзелис А. А., Национальный технический университет «Харьковский политехнический институт», Харьков, Украина
При необходимости увеличения толщины никелевых покрытий на стальных деталях, работающих в условиях механических нагрузок, их подвергают предварительному меднению. Для улучшения сцепления с основой перед меднением в сернокислом электролите наносят медный подслой в комплексном пирофосфатном или цианистом электролите. После каждой из гальванических операций детали промывают, а промывные воды нейтрализуют.
Для повышения экономической эффективности очистки промывных вод линии никелирования на кафедре технической электрохимии НТУ «ХПИ» разработан технологический процесс электролитического извлечения ионов меди и никеля из ванн улавливания электролитов с утилизацией металлов на месте, в этой же гальванической линии (рисунок).
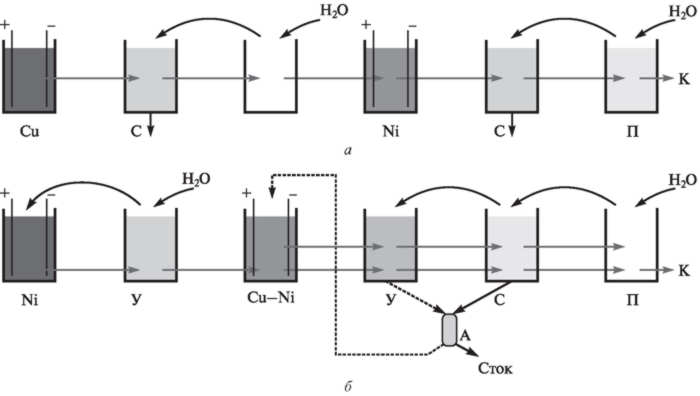
Существующая (а) и
предлагаемая (б)
схемы
гальванической линии
никелирования:
Cu, Ni, Cu–Ni — гальванические ванны;
У — ванна улавливания; А —
адсорбционный фильтр; П + С —
двухкаскадная противоточная
промывка; С — сток промывной воды; П
— приток водопроводной воды; К —
сброс в канализацию
В действующей технологической схеме ванну «Cu» для нанесения медного подслоя из комплексного электролита с ее системой промывки заменяют ванной для нанесения медно-никелевого подслоя с нерастворимыми анодами. Последняя одновременно является ванной улавливания в системе промывных ванн после ванны никелирования с электролитическим извлечением из нее ионов металлов. Для совмещения этих процессов раствор ванны улавливания модифицируют дополнительными компонентами, стабилизируют его состав в соответствии с оптимальным материальным балансом системы промывных ванн. B схеме предусмотрена доочистка сточных вод на адсорбционном фильтре с дешевой и регенерируемой фильтрующей загрузкой, способ изготовления которой разработан на кафедре охраны труда НТУ «ХПИ».
Действующий технологический процесс включал операцию предварительного меднения в комплексном электролите и меднение в сернокислом электролите (ванна сернокислого меднения на схеме не показана). Для нанесения медно-никелевого подслоя служат ионы меди, вынесенные из остающегося в схеме сернокислого электролита меднения. B зависимости от конкретных параметров линии возможны два варианта исполнения:
- растворы ванн улавливания электролитов меднения и никелирования циркулируют через ванну для нанесения медно-никелевого подслоя;
- система промывных ванн после сернокислого электролита меднения совмещается с системой промывных ванн электролита никелирования.
B действующем технологическом процессе функционировала ванна меднения из комплексного электролита. Источником ионов меди для нанесения медно-никелевого подслоя могут быть концентрированные жидкие или твердые медные отходы, а также полупассивные медные аноды.
Медь и никель извлекают электролизом непосредственно на обрабатываемых деталях в виде подслоя, представляющего собой мультислойное покрытие, состоящее из чередующихся слоев меди и сплава никель–медь. Такое покрытие можно сформировать как электролизом в ваннах улавливания электролита никелирования и электролита меднения, так и в ванне, совмещающей улавливание электролитов меднения и никелирования.
Использование двух ванн более целесообразно при необходимости получения мультислойных покрытий, которые состоят из слоев чистых меди и никеля, обладающих аномальными магнитными свойствами. Для создания коррозионно-стойких покрытий более приемлем метод с применением одной ванны. Он проще в реализации и позволяет получать чередующиеся слои меди и коррозионно-стойкого сплава никель–медь.
Коррозионная стойкость мультислойных покрытий выше обычных той же толщины еще и за счет перекрытия пор, неизбежно присутствующих в каждом тонком слое, что создает препятствие для проникновения к стальной основе коррозионной среды. B результате этого мультислойное медно-никелевое покрытие толщиной 1,5 мкм оказывается практически беспористым и способствует существенному повышению защитных свойств нанесенного поверх него никелевого покрытия. Кроме того, благодаря значительной поляризации при выделении металлов из разбавленного комплексного электролита ванны для нанесения мультислойных покрытий в ней отсутствует контактное вытеснение меди стальной подложкой, что обеспечивает прочное сцепление покрытия с подложкой.
Обслуживать такую ванну сложнее, чем, например, погружной модуль для извлечения металлов из тех же ванн улавливания. Однако процесс извлечения ионов меди и никеля технически и экономически более эффективен в силу следующих факторов:
- мультислойное покрытие имеет хорошие функциональные свойства, в частности, оно более прочно сцеплено со стальной основой, чем медное, и менее пористое, чем покрытия медью, никелем и сплавом медь–никель;
- устраняется цианистая или пирофосфатная ванна для нанесения медного подслоя;
- операция нанесения подслоя может выполнять функцию контроля качества подготовительных операций при осаждении на проблемную основу;
- экономятся аноды основной ванны за счет снижения толщины наносимого в ней покрытия (на 15–25 %);
- для извлечения металлов не нужны катоды, поскольку ими служат рабочие детали;
- нет необходимости в дополнительном объеме ванны улавливания для катода;
- отсутствуют затраты на переработку либо удаление извлеченных из ванны улавливания металлов;
- снижается расход водопроводной воды на промывку.
Nickel and Copper Recovery from Electroplating Baths in the Nickel Coating Process
Trubnikova L. V., Bayrachniy B. I., Mayzelis A. A., National Technical University «Kharkiv Polytechnic Institute» Kharkiv, Ukraine
The paper describes the technological process of copper and nickel ion extraction in the nickel and copper electrolyte recovery baths, featuring the reuse of extracted copper and nickel to plate a composite layer on metal surfaces. The proposed approach helps achieve resource savings by reducing the consumption of water and anode materials required to improve the cohesion strength of coating.
Трубникова Лариса
Валентиновна, канд. техн. наук, ст.
науч. сотр., кафедра технической
электрохимии, Национальный
технический университет
«Харьковский политехнический
институт», ул. Фрунзе, 21, Харьков,
61002, Украина. Тел. (057) 707-66-61. E-mail
Байрачный Борис Иванович, д-р
техн. наук, проф., зав. кафедрой
технической электрохимии,
Национальный технический
университет «Харьковский
политехнический институт», ул.
Фрунзе, 21, Харьков, 61002, Украина. Тел.
(057) 707-63-95
Майзелис Антонина Александровна,
аспирантка, кафедра технической
электрохимии, Национальный
технический университет
«Харьковский политехнический
институт», ул. Фрунзе, 21, Харьков,
61002, Украина. Тел. (057) 707-66-61
© Независимое
агентство экологической
информации
Последние изменения внесены 21.09.10