Главная
страница
Сведения об авторах
ДРОБЛЕНИЕ ЭЛЕМЕНТОВ ЛОМА РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ НА НОЖЕВОЙ ДРОБИЛКЕ ИПР-150М ДЛЯ ПОСЛЕДУЮЩЕГО ОБОГАЩЕНИЯ
Козловский К. П., Пластовец А. В., Шуляк Т. И., Донецкий государственный научно-исследовательский и проектный институт цветных металлов, Донецк, Украина
Донецкий государственный научно-исследовательский и проектный институт цветных металлов (ДонНИПИЦМ) при подготовке к пиро- и гидрометаллургической переработке элементов лома радиоэлектронной аппаратуры (РЭА) широко применяет молотковые и ножевые дробилки для раскрытия составляющих элементов лома перед последующим обогащением.
В данной работе анализируется подготовка элементов лома на ножевых дробилках, в
частности типа ИПР-150М, для раскрытия электрических соединителей (ЭС),
содержащих посеребренные контакт-детали.
Изменяемые параметры дробилки — диаметр отверстий решетки, зазор между
подвижными ножами ротора и неподвижными ножами корпуса дробилки. Учитывали также
зазор между подвижными ножами ротора и решеткой дробилки.
Основные показатели работы дробилки — выход пыли кл. –0,5 мм и содержание нераскрытых частиц в дробленой смеси. Оценивали также результаты разделения дробленой смеси на концентрационном столе (КС) по выходу промпродукта (т. е. материала, который перед последующим обогащением требует доизмельчения).
Дробилку модернизировали, что обеспечило возможность применения ножей с углами заточки между режущими гранями 90°.
Зазор между подвижными ножами ротора и неподвижными ножами корпуса дробилки замеряли в 12 точках. На роторе закреплено шесть ножей длиной 100 мм (на двух призмах ротора по три ножа), а на корпусе дробилки — два неподвижных ножа длиной по 200 мм каждый. Подвижные ножи ротора каждой призмы установлены под углом 120° друг к другу. Ножи каждой призмы смещены между собой на валу на 60°. За один оборот ротора три подвижных ножа одной призмы сходятся шесть раз с двумя неподвижными ножами корпуса. Также шесть раз сходятся три подвижных ножа второй призмы. Ширина ножей 39,8–40,2 мм. Средний зазор между ножами при исследованиях определяли как среднее арифметическое из 12 замеров, которые производили при помощи набора щупов с шагом изменения толщины щупа 0,05 мм. Щупы в каждой точке замера устанавливали посередине подвижного ножа. Учитывали наибольшую толщину щупа, который проходил в зазор между ножами. Средние значения зазоров между ножами, принятые при исследованиях, составляли 0,6; 1,1 и 1,6 мм.
Исследования проводили на решетках с диаметром отверстий 4, 6, 8 и 10 мм. Коэффициент живого сечения решеток 32–34 %.
Зазоры между подвижными ножами и решетками составляли 5 мм для решеток толщиной 4 мм (диаметр отверстий 4, 6 и 8 мм) и 2 мм для решетки толщиной 7 мм (диаметр отверстий 10 мм). Частота вращения ротора 20 с-1.
Пробы лома для исследований представляли собой цилиндрические ЭС типа 2РМД, у которых при помощи гидравлических ножниц удалили корпуса и кожухи из алюминиевого сплава и максимально возможно обрезали припаянные проводники тока. Таким образом, на дробление поступали посеребренные латунные контакт-детали (гнезда, штыри) с карболитовым изолятором и проводниками тока в изоляции из ПВХ, припаянными к контакт-деталям.
Пробы массой более 1 кг состояли из пяти розеток с 32 гнездами, пяти вилок с 45 штырями, пяти розеток с 45 гнездами и девяти вилок с 50 штырями. Диаметр контактной части первых трех видов лома ЭС составил 1,5 мм, центральной части — 2,6–3,2 мм, хвостовика — 2 мм. Последний вид лома ЭС состоял из 35 штырей с контактной частью диаметром 1,5 мм и 15 штырей с контактной частью диаметром 2 мм, диаметр центральной части составлял 2,5–3,5 мм, хвостовика — 2 мм. Расчетное содержание металлов в пробе для дробления 62,55 % (латунь контакт-деталей, медь проводников тока, бронза пружинок, оловянно-свинцовый припой). Расчетное содержание серебра в гнездах и штырях 2,1 %. Производительность дробилки 40 кг/ч.
Для определения состава продукты дробления просеивали через сита с отверстиями 10, 8, 6, 4, 2, 1 и 0,5 мм. Анализировали выход пыли кл. –0,5 мм в продуктах дробления и суммарное содержание нераскрытых частиц в классах крупности каждой пробы.
На рис. 1 приведены частные характеристики крупности продуктов дробления
цилиндрических ЭС на ножевой дробилке ИПР-150М с различными диаметрами отверстий
решеток при зазоре между подвижными и неподвижными ножами 1,1 мм.
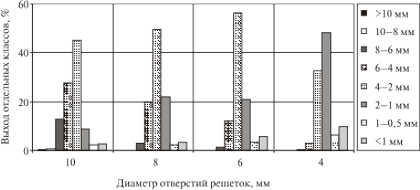
Рис. 1. Частные характеристики крупности продуктов дробления цилиндрических ЭС
на ножевой дробилке ИПР-150М
На рис. 1 видно, как уменьшается выход крупных классов с уменьшением диаметра отверстий решетки дробилки и увеличивается выход мелких классов и пыли кл. –0,5 мм.
На рис. 2 приведены суммарные характеристики крупности (зазор между ножами 1,1 мм).
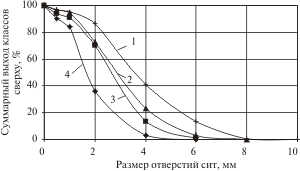
Рис. 2. Суммарные характеристики крупности
продуктов дробления цилиндрических ЭС на ножевой дробилке ИПР-150М с различным
диаметром отверстий решеток:
1 — 10 мм; 2 — 8 мм; 3 — 6 мм; 4 — 4 мм
Наиболее вогнутые кривые относятся к продуктам дробления ЭС на решетке с диаметром отверстий 4 мм, что говорит о преобладании мелких классов. Таким образом, количество мелких классов увеличивается последовательно от дробления на решетке с отверстиями 10 мм к решетке с отверстиями 4 мм.
На рис. 3 приведены зависимости выхода пыли кл. –0,5 мм и содержания нераскрытых
частиц в продуктах дробления от диаметра отверстий решеток ножевой дробилки
ИПР-150М при зазоре между ножами 1,1 мм.
При диаметре отверстий решетки
10 мм выход пыли кл. –0,5 мм составил 2,7 %, а при диаметре отверстий решетки 4
мм — 9,79 %.

Рис. 3. Зависимости выхода пыли кл. –0,5 мм и содержания нераскрытых частиц
от диаметра отверстий решетки:
1 — выход пыли кл. –0,5 мм; 2 — содержание нераскрытых частиц
Содержание нераскрытых частиц уменьшается от 1,78 % при диаметре отверстий 8 мм до 0,091 % при диаметре отверстий 4 мм. Снижение содержания нераскрытых частиц на решетке с диаметром отверстий 10 мм по сравнению с решеткой с диаметром отверстий 8 мм объясняется уменьшенным зазором между подвижными ножами и решеткой, который составлял 2 мм.
Исследование влияния зазора между ножами показывает, что наиболее мелкий продукт дробления получается при зазоре 0,6 мм. Суммарная кривая при зазоре 1,1 мм может быть расположена выше, чем при зазоре 1,6 мм. По-видимому, это зависит от количества проводников тока в каждой пробе, которое влияет как на количество пыли кл. –0,5 мм, так и на содержание нераскрытых частиц (количество припаянных проводников у одного и того же типа соединителя может быть разным и его трудно учесть).
Для дополнительной оценки результатов дробления на разных решетках и при разных зазорах между ножами некоторые продукты разделяли на КС типа ЭКС-150, разработанном ДонНИПИЦМ, в следующем режиме: частота колебаний деки 13 с-1, поперечный угол наклона деки 6°, расход воды на смачивание и смывание 32 дм3/мин. Результаты разделения определяли по выходу промпродукта. При зазоре между ножами 1,1 мм выход промпродукта составил для решеток с диаметром отверстия 4, 6 и 8 мм соответственно 5,325; 7,74 и 14,53 %.
Результаты исследований показали, что режим дробления необходимо выбирать с
учетом выхода пыли кл. –0,5 мм, в котором может теряться серебро, содержания
нераскрытых частиц и результатов последующего разделения дробленой смеси.
Оптимальным можно считать режим дробления при решетке с диаметром отверстий 7 мм
и зазоре между ножами 1,1 мм (содержание нераскрытых частиц 1,2 %, выход пыли
кл. –0,5 мм 4,3 %, выход промпродукта при разделении на КС 10,5 %). При
дроблении лома ЭС на более мощной ножевой дробилке ИПР-450М вид частных и
суммарных характеристик крупности продуктов дробления подобен приведенным выше.
Kozlovskiy K. P., Plastovets A. V., Shulyak T. I., Donetsk State Scientific Research and Design Institute of Non-Ferrous Metals, Donetsk, Ukraine
The investigations have been carried out to assess the efficiency of electronic scrap (cylinder-shaped electric connectors) crushing process using the IPR-150М blade crusher. The parameters to be modified: diameter of grate cells, clearance space between movable rotor blades and fixed blades of the body, the clearance space between the rotor blades and the grate. The mode of operation for IPR-150М crusher has been proposed.
Козловский Константин Павлович, зав.
лабораторией шихтоподготовки НЭК-1, Донецкий государственный
научно-исследовательский и проектный институт цветных металлов (ДонНИПИЦМ),
просп. Лагутенко, 14, Донецк, 83086, Украина. Тел.: (062) 305-11-78, 338-11-74,
факс (062) 304-75-31. E-mail
Пластовец Александр Владимирович, зав. сектором, лаборатория
шихтоподготовки НЭК-1, Донецкий государственный научно-исследовательский и
проектный институт цветных металлов (ДонНИПИЦМ), просп. Лагутенко, 14, Донецк,
83086, Украина. Тел. (062) 305-11-78, факс (062) 304-75-31.
E-mail1,
e-mail2
Шуляк Татьяна Ивановна, зав. сектором лаборатории шихтоподготовки НЭК-1,
Донецкий государственный научно-исследовательский и проектный институт цветных
металлов (ДонНИПИЦМ), просп. Лагутенко, 14, Донецк, 83086, Украина. Тел. (062)
305-11-78, факс (062) 304-75-31. E-mail1
© Независимое агентство экологической информации
Последние изменения внесены 24.09.08