
Главная
страница
Сведения об
авторах
Дробление на ножевой дробилке лома электрических соединителей с плоскими посеребренными контакт-деталями
Козловский
К. П., Чернюк О. В., Донецкий
государственный
научно-исследовательский и
проектный институт цветных
металлов, Донецк, Украина
Козловская И. К., Донецкий институт
железнодорожного транспорта,
Донецк, Украина
В Донецком государственном научно-исследовательском и проектном институте цветных металлов (ДонНИПИЦМ) более 15 лет проводятся исследования по переработке элементов лома радиоэлектронной аппаратуры с применением обогатительного оборудования — дробилок, концентрационных столов (КС) и др.
В объеме перерабатываемого обогатительными методами сырья наиболее широко представлены элементы лома электрических соединителей (ЭС). На V Международной конференции «Сотрудничество для решения проблемы отходов» (2008 г.) была представлена работа по изучению дробления лома ЭС на ножевой дробилке ИПР-150М и влияния его результатов на последующее разделение на КС. Посеребренные контакт-детали лома ЭС состояли из цилиндрических штырей и гнезд.
В данном исследовании рассмотрено дробление лома ЭС с плоскими посеребренными контакт-деталями на ножевой дробилке ИПР—150М и влияние режимов дробления на последующее разделение.
Изменяемые параметры дробилки — диаметр отверстий решетки, зазор между подвижными ножами ротора и неподвижными ножами корпуса дробилки. Учитывали также зазор между подвижными ножами ротора и решеткой дробилки.
Основные показатели работы дробилки — выход пыли кл. —0,5 мм и содержание нераскрытых частиц в дробленой смеси. Кроме того, оценивали результаты разделения дробленой смеси на КС по выходу промпродукта, т. е. материала, который перед последующим обогащением требует дополнительного дробления.
Дробилку модернизировали, что обеспечило возможность применения ножей с углами заточки между режущими гранями 90°.
Зазор между подвижными ножами ротора и неподвижными ножами корпуса дробилки замеряли в 12 точках. На роторе закреплено шесть ножей длиной 100 мм (на двух призмах ротора по три ножа), а на корпусе — два неподвижных ножа длиной по 200 мм каждый. Подвижные ножи ротора каждой призмы установлены под углом 120° друг к другу. Ножи каждой призмы смещены между собой на валу на 60°. За один оборот ротора три подвижных ножа одной призмы сходятся шесть раз с двумя неподвижными ножами корпуса. Также шесть раз сходятся три подвижных ножа второй призмы. Ширина ножей составляет 39,8—40,2 мм. Средний зазор между ножами определяли как среднее арифметическое из 12 замеров, которые производили при помощи набора щупов с шагом изменения толщины 0,05 мм. Щупы в каждой точке замера устанавливали посередине подвижного ножа. Учитывали наибольшую толщину щупа, который проходил в зазор между ножами. Средние значения зазоров между ножами, принятые при исследованиях, составляли 0,6; 1,1 и 1,6 мм.
Эксперименты проводили на решетках с диаметрами отверстий 4, 6, 8 и 10 мм и коэффициентом живого сечения 32—34 %. При толщине решеток 4 мм (диаметры отверстий 4, 6 и 8 мм) зазоры между подвижными ножами и решетками составляли 5 мм, при толщине 7 мм (диаметр отверстий 10 мм) — 2 мм.
Частота вращения ротора соответствовала 20 с-1.
Объектом исследования служили прямоугольные ЭС типа РП-14-30 и РП-14-30Л (вилки) с карболитовым изолятором. Количество контакт-деталей (штырей) в ЭС составляет 30 шт. В табл. 1 приведены результаты ручной разборки лома ЭС типа РП-14-30 и РП-14-30Л.
Таблица 1
Результаты ручной разборки ЭС
| Элемент | Показатель ручной разборки | ||||||
| РП-14-30 | РП-14-30Л | ||||||
| г | шт. | % | г | шт. | % | ||
| Изолятор | |||||||
| Карболит | 20,84 | – | 58,41 | 21,69 | – | 57,61 | |
| Контакт-детали (штыри) латунные посеребренные | |||||||
Контакт-детали, не бывшие в работе |
2,61 | 6 | 7,31 | 5,35 | 12 | 14,21 | |
Контакт-детали с припаянными к хвостовикам медными проводниками тока |
Всего |
12,23 | 24 | 34,28 | 10,61 | 18 | 28,18 |
Контакт-детали |
10,44 | 24 | 29,26 | 8,03 | 18 | 21,33 | |
Оловянно-свинцовый припой с медными проводниками тока |
1,79 | – | 5,02 | 2,58 | – | 6,85 | |
Итого |
35,68 | 30 | 100,00 | 37,65 | 30 | 100,00 | |
Примечание. Медные припаянные проводники тока обрезаны у хвостовика контакт-детали. Масса одного штыря, не бывшего в работе ЭС РП-14-30Л, равна 0,435 г, РП-14-30 — 0,446 г. Масса одного штыря с оловом и медными проводниками ЭС РП-14-30Л составляет 0,509 г, РП-14-30 — 0,589 г. Содержание посеребренной латуни в ЭС РП-14-30Л достигает 36,58 %, РП-14-30 — 35,54 %. Общее содержание металлов (с припоем и медными проводниками тока) в ЭС РП-14-30Л равно 41,59 %, РП-14-30 — 42,39 %.
В пробу для дробления отбирали по 28 шт. ЭС РП-14-30 или РП-14-30Л. За счет остатка на ЭС медных проводников тока с изоляцией и кембриками из ПВХ масса пробы колебалась в пределах 1 010–1 056 г. Расчетное содержание серебросодержащей латуни в пробе из ЭС РП-14-30Л составляет 38,51 %, РП-14-30 — 38,15%. Штыри представляют собой латунные пластины длиной 23 мм, шириной 3,7 мм, толщиной 0,8 мм. В хвостике штыря имеется продольное отверстие для припаивания проводника тока. По данным химического анализа, содержание серебра в штырях 3,57 %. Производительность дробилки 40 кг/ч.
Для определения состава продукты дробления просеивали через сита с отверстиями 10, 8, 6, 4, 2, 1 и 0,5 мм. Анализировали выход пыли кл. –0,5 мм в продуктах дробления и суммарное содержание нераскрытых частиц в классах крупности каждой пробы.
На рис. 1 приведены суммарные характеристики крупности продуктов дробления на ножевой дробилке ИПР-150М с различными диаметрами отверстий решеток и различными зазорами между ножами.
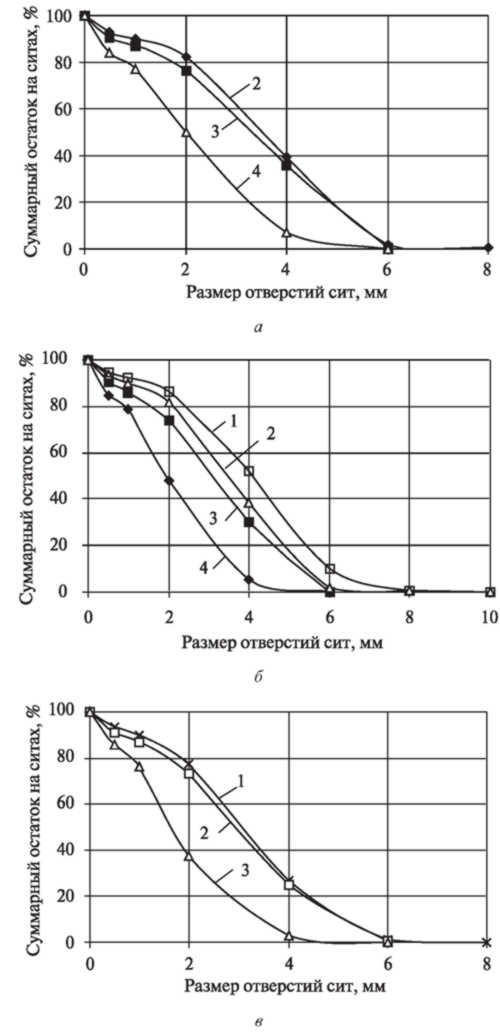
Рис. 1. Суммарные характеристики крупности продуктов дробления на ножевой дробилке ИПР-150М:
зазор между ножами: а — 1,6 мм; б — 1,1 мм; в — 0,6 мм;
диаметр отверстий решеток: 1 — 10 мм;
2 — 8 мм; 3 — 6 мм; 4 — 4 мм
Наиболее вогнутые кривые относятся к продуктам дробления ЭС на решетке с диаметром отверстий 4 мм, что говорит о преобладании мелких классов. Таким образом, установлено, что количество мелких классов увеличивается последовательно от дробления на решетке с отверстиями от 10 мм к решетке с отверстиями 4 мм. Такая последовательность наблюдается при различных зазорах между ножами (1,6; 1,1; 0,6 мм), однако при 1,6 и 1,1 мм кривые, отвечающие отверстиям 8 и 6 мм, находятся ближе друг к другу. По-видимому, на решетке с отверстиями 4 мм происходит переизмельчение материала при всех зазорах между ножами.
Результаты дробления, приведенные на рис. 1б, можно описать степенными уравнениями, соответствующими решеткам с разными отверстиями:
— 10 мм (сита с отверстиями от 0 до 8 мм)
у = 0,0013х6 - 0,0616х5 + 0,9492х4 -5,8719х3 + 12,702х2 - 15,223х + 99,986, R2 = 1;
— 8 мм (сита с отверстиями от 0 до 6 мм)
у = 0,0042х6 - 0,1438х5 +1,7724х4 -9,304х3 + 18,286х2 -20,618х+ 99,999, R2 = 1;
— 6 мм (сита с отверстиями от 0 до 6 мм)
у = -0,1532х6 + 2,3442х4 - 12,171х3 + 23,562х2 -27,721х +100, R2 = 1;
— 4 мм (сита с отверстиями от 0 до 4 мм)
у = 0,6786х3 - 3,2889х2 -21,224х + 99,199, R2 = 0,9978,
где х — размер отверстий сит, мм; у — суммарный остаток на ситах, %; R2 — величина достоверности аппроксимации.
На рис. 2 представлены частные характеристики крупности продуктов дробления на ножевой дробилке ИПР-150М с различным диаметром отверстий решеток при зазоре между ножами 1,1 мм.
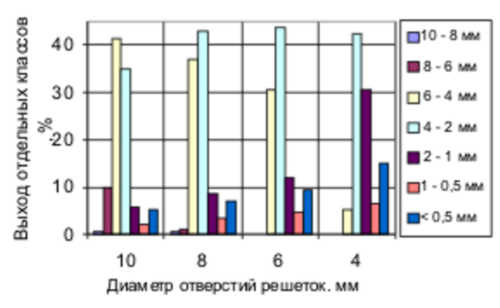
Рис. 2. Частные характеристики крупности продуктов дробления ЭС с плоскими контакт-деталями на ножевой дробилке ИПР-150М
С уменьшением диаметра отверстий решетки выход крупных классов снижается, а выход мелких классов и пыли кл. —0,5 мм увеличивается.
На рис. 3 показаны выход пыли кл. —0,5 мм и содержание нераскрытых частиц в продуктах дробления в зависимости от диаметра отверстий решеток ножевой дробилки ИПР-150М при зазоре между ножами 1,1 мм.
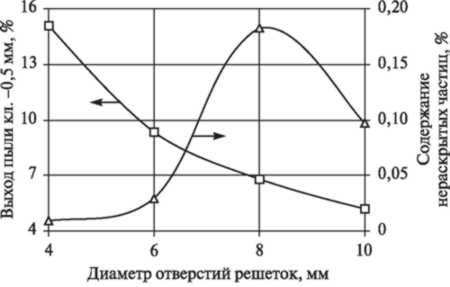
Рис. 3. Зависимости выхода пыли кл. —0,5 мм и содержания нераскрытых частиц от диаметра отверстий решеток
При диаметре отверстий решетки 10 мм выход пыли кл. —0,5 мм составил 5,18 %, а при диаметре 4 мм — 15,09 %. Содержание нераскрытых частиц уменьшается от 0,183 % (диаметр отверстий 8 мм) до 0,0097 % (диаметр 4 мм). Снижение содержания нераскрытых частиц на решетке с диаметром отверстий 10 мм по сравнению с диаметром 8 мм объясняется уменьшенным зазором (2 мм) между подвижными ножами и решеткой. Разделение продуктов дробления на решетке с отверстиями 6 мм обеспечивает наибольший выход концентрата 44,02 % и наименьший выход промпродукта 1,41 % (табл. 2).
Таблица 2
Результаты разделения дробленого продукта на КС ЭКС-150
| Режим работы дробилки | Выход продуктов разделения, % | N секций рифлей съема продуктов разделения | |||||
| Диаметр отверстий, мм | Зазор между ножами, мм | Концентрат | Пром-продукт | Отходы | Концентрат | Пром-продукт | Отходы |
| 10 | 1,1 | 41,39 | 15,47 | 43,14 | 1-3 | 4—7 | 8—10 и слив |
| 8 | 1,1 | 43,04 | 3,38 | 53,58 | 1-4 | 5—7 | 8—10 и слив |
| 6 | 1,1 | 44,02 | 1,41 | 54,57 | 1-4 | 5—6 | 7—10 и слив |
| 4 | 1,1 | 43,66 | 1,96 | 54,38 | 1-4 | 5—6 | 7—10 и слив |
Примечание. На КС направляли обеспыленные продукты дробления (т. е. без кл. -0,5 мм).
Исследования показали, что наилучшие результаты обеспечивает дробление лома ЭС на решетках с диаметрами отверстий 8 и 6 мм при зазоре между ножами 1,1 мм. Разделение на КС происходит эффективнее при диаметре отверстий решетки 6 мм, а выход пыли кл. -0,5 мм меньше при диаметре отверстий решетки 8 мм (6,8 %).
Crushing the Electric Connector Scrap with Flat Silvered Contact Points in Blade Crusher
Kozlovskiy K. P., Chernyuk
O. V., Donetsk State Research and Design
Institute of Non-ferrous Metals, Donetsk, Ukraine
Kozlovskaya I. K.,
Donetsk Institute of Rail
Transport, Donetsk, Ukraine
The paper presents the results of the study into the potential use of the IPR-150M blade crusher for crushing electrical connectors with flat contacts for further enrichment. The crusher can be manufactured in various specifications (diameter of grate holes, gap between moving rotor blades and fixed blades). The paper describes the operational mode for crushing the above mentioned connectors.
Козловский
Константин Павлович, и. о. зав.
лабораторией подготовки сырья НЭК-1,
Донецкий государственный
научно-исследовательский и
проектный институт цветных
металлов, пр-т Лагутенко, 14, Донецк,
83086, Украина. Тел.: (062) 305-11-78, 338-11-74,
моб. (050) 813-80-71, факс (062) 304-75-31. E-mail
Чернюк Александр
Олегович, зав.
сектором, лаборатория подготовки
сырья НЭК-1, Донецкий
государственный
научно-исследовательский и
проектный институт цветных
металлов, пр-т Лагутенко, 14, Донецк,
83086, Украина. Моб. (099) 250-48-59, факс (062)
304-75-31. E-mail
Козловская Ирина
Константиновна, канд. физ.-мат.
наук, доц., кафедра теоретической и
прикладной механики, Донецкий
институт железнодорожного
транспорта, ул. Горная, 6, Донецк, 83050,
Украина. Тел. (062) 263-53-63
© Независимое
агентство экологической
информации
Последние изменения внесены 22.09.10