
Главная
страница
Сведения об
авторах
Снижение вредного воздействия содового производства на окружающую среду
Цейтлин М. А., Райко Б. Ф.,
Национальный технический
университет «Харьковский политехнический институт», Харьков, Украина
Шмельков Б. Б.,
ОАО «Крымский содовый завод»,
Красноперекопск, АР Крым, Украина
Украинские содовые заводы, расположенные в Донецком регионе и на Крымском перешейке, способны производить до 1 млн т соды в год. При этом они создают существенную нагрузку на окружающую среду, в значительной мере определяемую дистиллерной жидкостью (ДЖ), которая образуется в больших количествах (до 10 т ДЖ на 1 т произведенной соды) и представляет собой суспензию непрореагировавших остатков извести в растворе хлоридов кальция и натрия. Достаточно реальным представляется сокращение объема ДЖ за счет изменений в технологии, а также утилизации и захоронения. На кафедре химической техники и промышленной экологии НТУ «ХПИ» выполнен и находятся на разных стадиях реализации ряд подобных разработок.
ДЖ образуется в процессе отгонки (дистилляции) аммиака из технологических жидкостей в системе аппаратов, собранных в так называемую колонну дистилляции. Заметного снижения объемов ДЖ можно достичь, если для отдувки аммиака вместо острого пара использовать пар, генерированный из дегазированной жидкости теплообменника дистилляции (ТДС). Технологическая схема стадии дистилляции с упариванием дегазированной жидкости ТДС представлена на рис. 1.
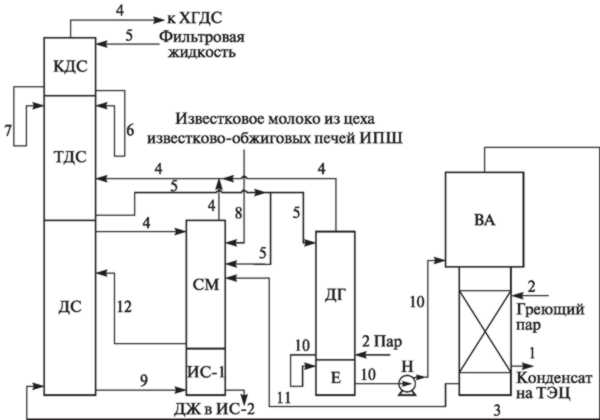
Рис. 1. Схема стадии дистилляции с предварительным упариванием жидкости ТДС:
КДС — конденсатор дистилляции;
ДС — дистиллер; СМ — смеситель; ИС-1, ИС-2 — испарители; ДГ — дегазатор; ВА
— выпарной агрегат; Е — емкость; Н — насос; ХГДС — холодильник газа
дистилляции;
1 — конденсат; 2 — греющий пар, 0,25 МПа; 3 — соковый пар, 0,16 МПа; 4 — газ
дистилляции; 5 — фильтровая жидкость; 6 — жидкость КДС; 7 — флегма КДС; 8 —
известковое молоко; 9 — ДЖ; 10 — дегазированная жидкость ТДС; 11 — упаренная
жидкость ТДС; 12 — смесь жидкости ТДС и известкового молока
В предлагаемой схеме конденсатор и теплообменник дистилляции работают как обычно. Новшество заключается в обработке жидкости ТДС перед подачей ее в дистиллер. После удаления диоксида углерода жидкость ТДС делится на два равных потока. Один из них направляется в смеситель СМ, другой — на отгонку аммиака в дегазатор ДГ. Дегазированная жидкость поступает из ДГ в емкость Е и насосом Н подается в выпарной аппарат. В межтрубное пространство его греющей камеры поступает мятый пар после турбин компрессоров. Пар, образовавшийся в результате упаривания дегазированной жидкости ТДС, направляется в дистиллер. Затем упаренная жидкость смешивается с неупаренной и подается в смеситель. Дальнейшая работа схемы не отличается от обычной.
Предлагаемый способ дистилляции позволяет снизить объем ДЖ на 1,2 м3 без увеличения расхода пара. Однако в существующей экономической ситуации подобное значительное изменение технологической схемы, требующее существенных затрат, вряд ли удастся реализовать.
В то же время мелкие усовершенствования возможны. Одно из них — отбор конденсатов, смешиваемых в настоящее время в ДЖ, насыщение их поваренной солью и возврат в технологический процесс. Для насыщения пригодна твердая соль, образующаяся при испарении рапы Сиваша в озерах, либо выварочная соль, полученная с использованием вторичных энергетических ресурсов. Эта технология позволяет сократить объем сточных вод на 0,5—0,8 м3 на 1 т соды. Однако утилизация теплоты ДЖ, покидающей производство с температурой 95—105 °С, сопряжена с определенными трудностями, вызванными тем, что из-за пересыщения ДЖ сульфатом кальция теплообменные поверхности быстро покрываются плотными гипсовыми отложениями. На рис. 2 приведена схема установки получения выварочной соли за счет теплоты ДЖ, в которой устранен этот недостаток.
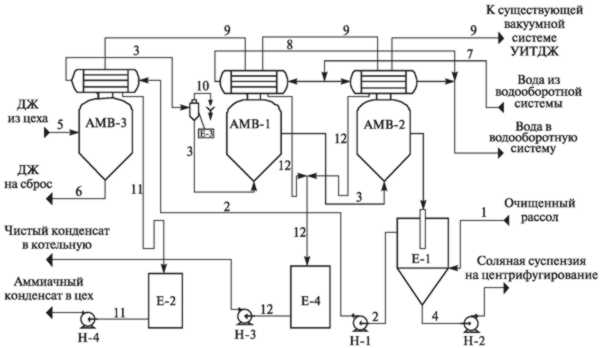
Рис. 2. Технологическая схема
отделения упаривания рассола и кристаллизации соли:
АМВ-1, АМВ-2, АМВ-3 — аппараты мгновенного вскипания; Е-1, Е-2, Е-3, Е-4
— емкости; Н-1, Н-2, Н-3, Н-4 — насосы; УИТДЖ — установка для использования
тепла загрязненных горячих жидкостей;
1 — холодный очищенный рассол; 2 — циркулирующий рассол; 3 — подогретый
циркулирующий рассол; 4 — сгущенная соляная суспензия; 5 — горячая ДЖ на
утилизацию тепла; 6 — охлажденная ДЖ на сброс; 7 — вода из водооборотной
системы; 8 — вода в водооборотную систему; 9 — неконденсирующиеся газы; 10 —
воздушная линия; 11 — аммиаксодержащий конденсат; 12 — конденсат
ДЖ проходит через испаритель АМВ-3, где охлаждается в результате вскипания под вакуумом, после чего сбрасывается в накопитель. Циркулирующий рассол из емкости Е-1 насосом Н-1 подается в трубное пространство конденсатора АМВ-3, где нагревается за счет конденсации пара вскипания ДЖ. Из конденсатора АМВ-3 рассол поступает в АМВ-1. Проходя далее последовательно испарители АМВ-1 и АМВ-2, рассол упаривается за счет самовскипания под вакуумом. При этом он охлаждается и из него кристаллизуется соль. Конденсаторы АМВ-1 и АМВ-2 охлаждаются водой из водооборотной системы.
При участии сотрудников кафедры разработана установка утилизации теплоты ДЖ теплопроизводительностью до 15 Гкал/ч, функционирующая по схеме, аналогичной представленной на рис. 2. Уже несколько лет она работает на одном из содовых заводов и используется для теплофикации жилого поселка.
Соль может быть получена также путем утилизации низкопотенциальной теплоты, отводимой обычно водооборотными системами охлаждения. Если вместо воды в такой системе использовать рассол, то в специальных градирнях, разработанных авторами, при испарении воды будет кристаллизоваться соль, которую можно применять для насыщения упоминавшихся выше конденсатов.
В настоящее время разрабатываются контактные аппараты, не теряющие работоспособности при образовании отложений на внутренних поверхностях. В них ДЖ или рассол предполагается упаривать в прямом контакте с отходящими топочными газами заводской ТЭЦ.
Рассмотренные способы позволяют сократить объем жидкой части ДЖ. В то же время ее твердая часть также представляет серьезную угрозу для окружающей среды. К сожалению, ряд разработок по утилизации твердых отходов содового производства (получение кормовых добавок, мелиоранта, консерванта для корнеплодов и т. п.) не реализованы из-за отсутствия инвесторов и стабильных потребителей. Авторами разработана технология захоронения твердых отходов содового производства в отработанных рассольных скважинах путем репульпации этих отходов в рассоле и закачки полученной суспензии под землю. Наряду с решением проблемы твердых отходов эта технология позволяет утилизировать рассол, остающийся в скважине после ее отработки, и повысить устойчивость земной поверхности.
Перечисленные выше технические решения ориентированы на содовое производство. В то же время ряд использованных в них технологических приемов, в частности утилизация теплоты загрязненных сточных вод и водооборотной воды, закачка нетоксичных отходов в подземные пустоты, может найти применение и в других отраслях промышленности.
Reducing the Adverse Impact of Soda Production on Environment
Zeitlin M. A.,
Rayko V. F.,
National Technical University «Kharkiv Polytechnic Institute»,
Kharkiv, Ukraine
Shmelkov V. V.,
OJSC «Crimean Soda
Plant», Krasnoperekopsk, AR of Crimea, Ukraine
The authors offer a number of technical solutions designed to reduce the volume of distilled liquid, as well as facilitate the recycling and disposal of solid waste of soda production process.
Цейтлин Моисей Абрамович,
д-р техн. наук, проф., кафедра
химической техники и промышленной экологии, Национальный технический университет
«Харьковский политехнический институт», ул. Фрунзе, 21, Харьков, 61002, Украина. Тел.
(057) 707-62-57, моб. (067) 706-71-82.
E-mail
Райко Валентина Федоровна,
канд. техн. наук, проф.,
кафедра охраны труда и окружающей среды, Национальный технический университет
«Харьковский политехнический институт», ул. Фрунзе,
21, Харьков, 61002, Украина. Тел.
(057) 707-62-57, моб. (067) 724-91-00.
E-mail
© Независимое
агентство экологической
информации
Последние изменения внесены
26.03.11